-
![制氢装置程控阀故障原因分析]()
制氢装置程控阀故障原因分析
1.第一日,制氢装置工艺通知仪表维修班组,制氢即将开工,维修班组进行了装置仪表检查,对装置断线报警、显示偏差的仪表进行处理,PSA系统自动运行期间,对存在程控阀报警的部位进行了逐项检查处理。
2024-09-13 华球(中国)
-
![低压熔断器安装规范]()
-
![液位计联锁故障原因]()
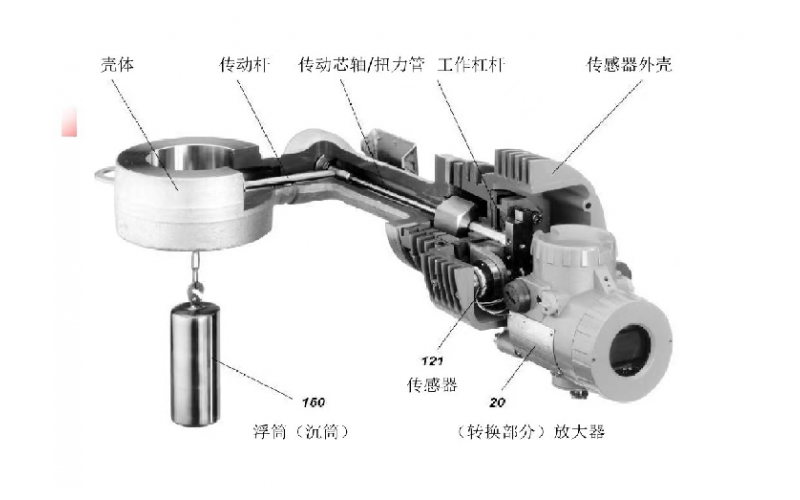
液位计联锁故障原因
工艺人员发现LT03液位低低,触发工艺联锁,ESD32\ESD11动作,造成乙二醇装置紧急停车。仪表人员接到通知后立即对LT03变送器、信号电缆、ESD卡件、接线端子等进行检查,均未发现问题。经查ESD系统事件报警记录,发现11点17分LT03低低,触发ESD32\ESD11动作,11 点48秒乙二醇装置紧急停车。
2024-09-09 华球(中国)
-
![机组入口切断蝶阀突然关闭故障原因分析]()
机组入口切断蝶阀突然关闭故障原因分析
催化装置烟机入口切断蝶阀快速关闭。 烟气排放受限再生器压力快速升高,引发主风机安全运行联锁,防喘振阀全开,主风低流量联锁,引发装置自保联锁,装置进料中断。经过应急处理于15:38恢复生产。
2024-09-09 华球(中国)
-
![回收装置气缸阀故障]()
回收装置气缸阀故障
过程检查及分析 回收反应FV7526关不严后,技术员带领仪表班维护人员到现场检查试验,测试控制室给出控制信号正常,两位式气缸阀阀门开度20%-80%,手动盘 车同样困难。当时分析判断为阀座内部密封不严导致阀芯腐蚀导致,随后电仪车间立即汇报分厂并联系机械厂对气缸阀解体维修。解体后检查阀芯 连杆、齿条和花键均有不同程度腐蚀,导致两位式气缸阀无法开关到位。
2024-09-06 华球(中国)
-
![造粒机停机故障原因分析]()
造粒机停机故障原因分析
6月10日07时分操作人员发现造粒机组停车,联系仪表人员一同检查停机原因,DCS首出报警显示“M802 停止命令”和“主电机惰性运转”(见图 1)
2024-09-06 华球(中国)
-
![压力调节阀不动作]()
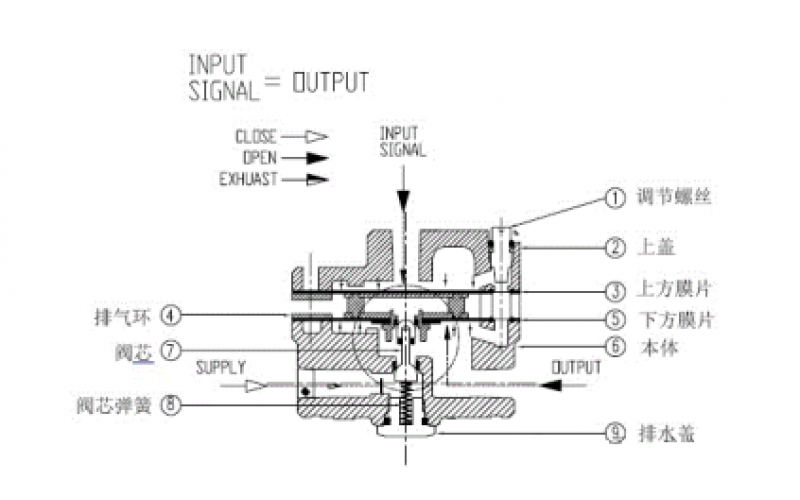
压力调节阀不动作
调节阀不动作故障原因分析 原因1: 无气源或气源压力过小。 措施:应首先检查气源( 仪表空气) 是否通畅,气源压力是否达到该阀使用要求。 原因2: 有气源,无输出信号气压力。
2024-09-06 华球(中国)
-
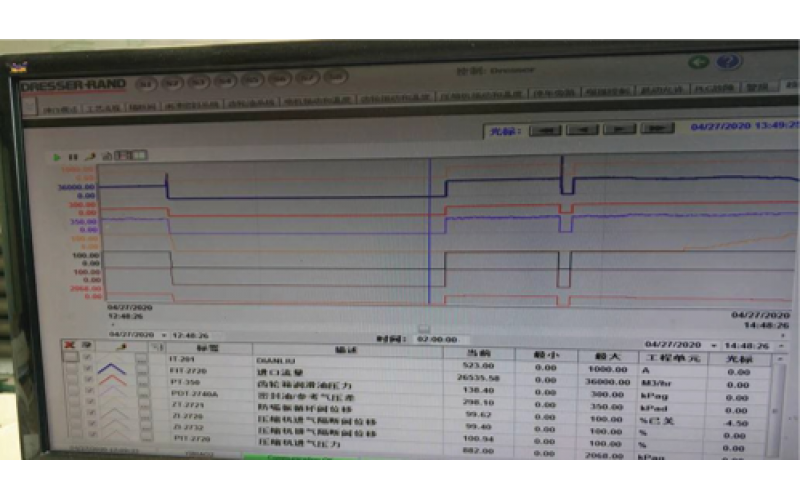
![防喘振阀全开故障原因分析]()
防喘振阀全开故障原因分析
故障经过20年4月27日13点01分42秒,公司炼油生产部气体分馏装置压缩机操作人员反映压缩机出口压力PT21入口流量FT20等10点参数显示为“0”,防喘振阀处于自动模式下自动全开。工艺操作人员立即将防喘振改为手动控制,强行进行关闭操作,未对装置造成大的影响。
2024-09-04 华球(中国)